
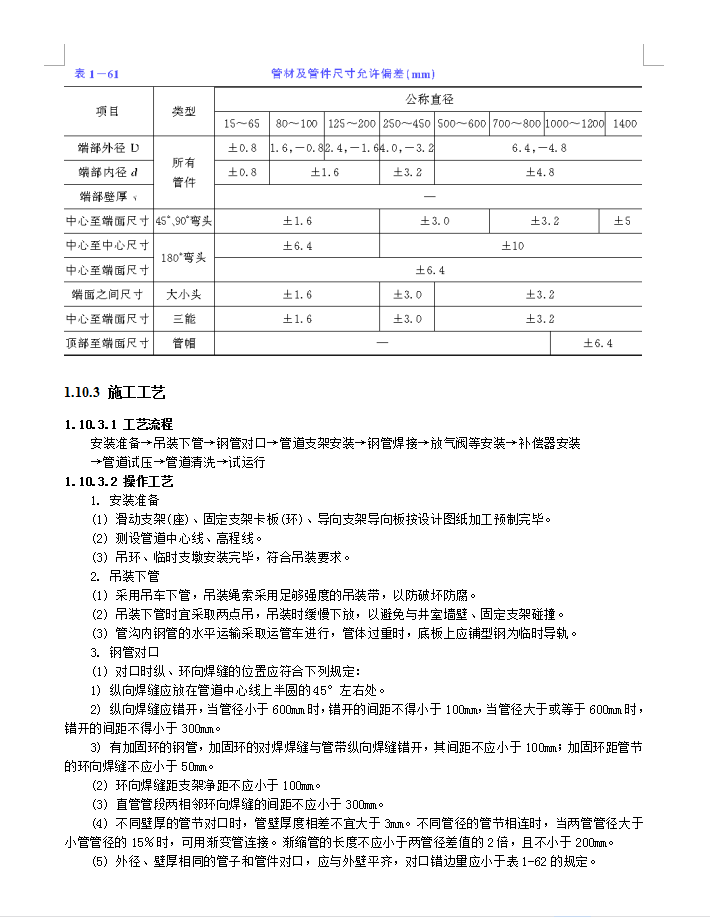
钢管对口:(1) 对口时纵、环向焊缝的位置应符合下列规定:1) 纵向焊缝应放在管道中心线上半圆的45°左右处。2) 纵向焊缝应错开,当管径小于600mm时,错开的间距不得小于100mm,当管径大于或等于600mm时,错开的间距不得小于300mm。3) 有加固环的钢管,加固环的对焊焊缝与管带纵向焊缝错开,其间距不应小于100mm;加固环距管节的环向焊缝不应小于50mm。(2) 环向焊缝距支架净距不应小于100mm。(3) 直管管段两相邻环向焊缝的间距不应小于300mm。(4) 不同壁厚的管节对口时,管壁厚度相差不宜大于3mm。不同管径的管节相连时,当两管管径大于小管管径的15%时,可用渐变管连接。渐缩管的长度不应小于两管径差值的2倍,且不小于200mm。

常见问题
相关文章




猜你喜欢
- 玻璃钢风管制作与安装工艺 3P 2023-04-20
- 太阳能热水设备及管道安装工艺 3P 2023-04-19
- 制冷管道安装工艺 3P 2023-04-19
- 室外采暖及生活热水供应管道安装工艺 5P 2023-04-19
- 锅炉及附属设备安装工艺 17P 2023-04-19
- 室内、外灯具、吊扇安装工艺 6P 2023-04-19
- 室内燃气管道安装工艺 14P 2023-04-19
- 暖卫设备及管道安装基本工艺 10P 2023-04-19
- 石油化工工艺管道安装施工方案 20P 2023-04-19
- 室内蒸汽管道及附属装置安装工艺标准 7P 2023-04-19

热门标签
热门文章





随机推荐






加速器

点击进入体验
没有注册游客只有三次,注册可以提升使用次数

