
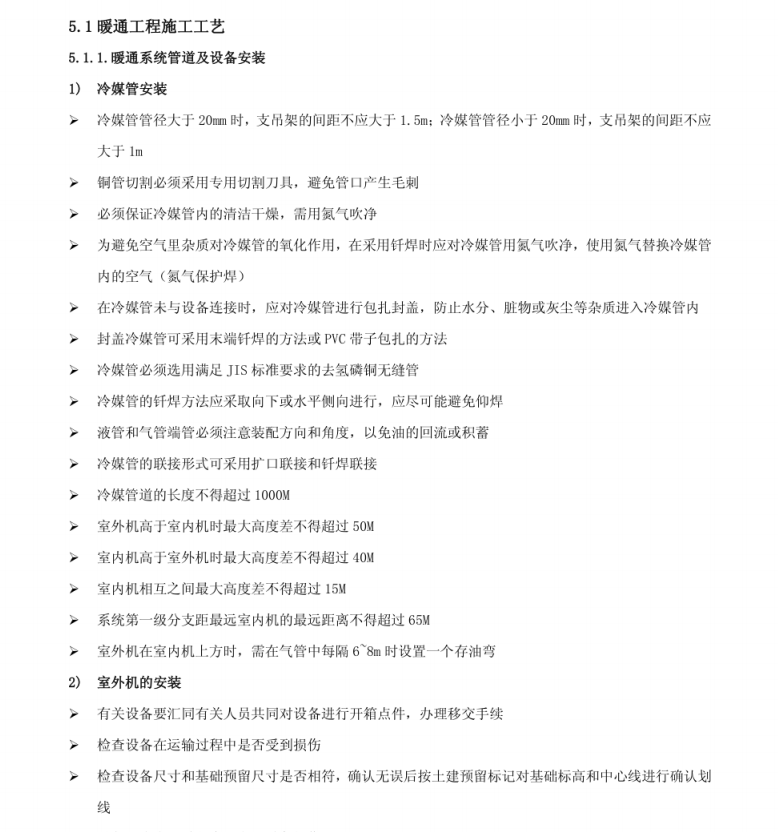
冷媒管管径大于 20mm 时, 支吊架的间距不应大于 1. 5m; 冷媒管管径小于 20mm 时, 支吊架的间距不应
大于 1m。铜管切割必须采用专用切割刀具, 避免管口产生毛刺。必须保证冷媒管内的清洁干燥, 需用氮气吹净。为避免空气里杂质对冷媒管的氧化作用, 在采用钎焊时应对冷媒管用氮气吹净, 使用氮气替换冷媒管内的空气(氮气保护焊)。在冷媒管未与设备连接时, 应对冷媒管进行包扎封盖, 防止水分、 脏物或灰尘等杂质进入冷媒管内。封盖冷媒管可采用末端钎焊的方法或 PVC 带子包扎的方法,冷媒管必须选用满足 JIS 标准要求的去氢磷铜无缝管,冷媒管的钎焊方法应采取向下或水平侧向进行, 应尽可能避免仰焊。液管和气管端管必须注意装配方向和角度, 以免油的回流或积蓄,冷媒管的联接形式可采用扩口联接和钎焊联接,冷媒管道的长度不得超过 1000M,室外机高于室内机时最大高度差不得超过 50M,室内机高于室外机时最大高度差不得超过 40M,室内机相互之间最大高度差不得超过 15M
常见问题
相关文章




猜你喜欢
- 玻璃钢风管制作与安装工艺 3P 2023-04-20
- 太阳能热水设备及管道安装工艺 3P 2023-04-19
- 制冷管道安装工艺 3P 2023-04-19
- 室外采暖及生活热水供应管道安装工艺 5P 2023-04-19
- 锅炉及附属设备安装工艺 17P 2023-04-19
- 室内、外灯具、吊扇安装工艺 6P 2023-04-19
- 室内燃气管道安装工艺 14P 2023-04-19
- 暖卫设备及管道安装基本工艺 10P 2023-04-19
- 石油化工工艺管道安装施工方案 20P 2023-04-19
- 室内蒸汽管道及附属装置安装工艺标准 7P 2023-04-19

热门标签
热门文章





随机推荐





加速器

点击进入体验
没有注册游客只有三次,注册可以提升使用次数

