
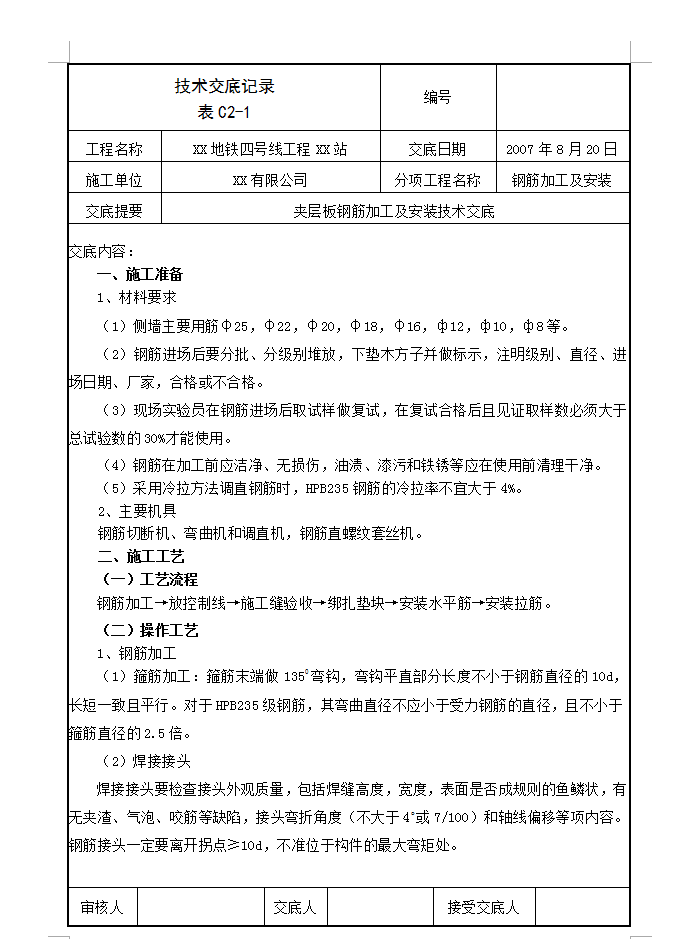
钢筋加工:(1)箍筋加工:箍筋末端做1350弯钩,弯钩平直部分长度不小于钢筋直径的10d,长短一致且平行。对于HPB235级钢筋,其弯曲直径不应小于受力钢筋的直径,且不小于箍筋直径的2.5倍。(2)焊接接头:焊接接头要检查接头外观质量,包括焊缝高度,宽度,表面是否成规则的鱼鳞状,有无夹渣、气泡、咬筋等缺陷,接头弯折角度(不大于4o或7/100)和轴线偏移等项内容。钢筋接头一定要离开拐点≥10d,不准位于构件的最大弯矩处。(3)机械连接接头:对直螺纹接头要检查丝扣的露扣情况,套筒两端有1扣完整丝扣外露,对出现的完整丝扣外露大于1扣应采取补焊的措施予以加强。直螺纹还应用扭矩扳手检查力矩值并作合格标记。质量自检合格在丝头上用红油漆涂点,报监理验收合格用白油漆涂点,只有在所有的接头验收通过后,才可以开始绑扎。
常见问题
相关文章




猜你喜欢
- 地铁供电系统工程施工质量验收标准 91页 2023-04-21
- 地铁钢支撑工程作业指导书 12P 2023-04-21
- 铁路桥双线简支箱梁钢筋生产作业指导书 11P 2023-04-21
- 高速铁路桥涵工程空心墩台施工作业指导书 7P 2023-04-21
- 高速铁路CPⅢ网测量作业指导书 56P 2023-04-21
- 铁路钢筋焊接与绑扎工程作业指导书 10P 2023-04-21
- 铁路工程干砌片石作业指导书 3P 2023-04-21
- 铁路工程桥梁桥面防护墙施工作业指导书 7P 2023-04-21
- 铁路工程人工钉联作业指导书 14P 2023-04-21
- 铁路隧道工程CD法开挖作业指导书 17P 2023-04-21

热门标签
热门文章





随机推荐






加速器

点击进入体验
没有注册游客只有三次,注册可以提升使用次数

